 咨詢熱線:
咨詢熱線: 24小時手機直線:189 3199 3397
24小時手機直線:189 3199 3397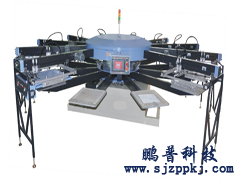





摘要:本文主要闡述了永宏PLC,東菱伺服在全自動印花機上的應用,該設備適用于毛巾,衣服印花;通過現場反復調試,該設備滿足客戶對精度,效率等要求。
關鍵詞:永宏PLC;印花機;東菱伺服
1 行業介紹
印花機:主要有圓網機型,平網機型,橢圓形印花機,走臺印花機型,熱轉移印花機,數碼印花機等幾種機型,下圖所介紹的為走臺型,通過走帶,印版印刷的協調配合,將布片印上所需的圖案。

2 系統設計方案
2.1 方案背景
全自動印花機目前市場上使用的控制系統方案為PLC+HMI+伺服+變頻器;其中PLC使用多的品牌是三菱、松下,臺達,信捷;HMI使用多的品牌是威綸通和臺達。由于永宏經濟型PLC和HMI的性價比相對于其他品牌較高,所以永宏經濟型PLC和HMI在全自動印花機中的應用前景很好。
2.2 客戶需求
根據客戶要求,全自動印花機的整體動作需要達到精準走帶,快速刮花,快速升降,;另外客戶還需要實現便捷的畫面跳轉,整體復歸等附加功能,工作效率一分鐘可達20次以上印刷。
2.3 解決方案
全自動印花機主要用于衣服圖案的著色。根據動作及工藝要求,該方案主要包括系統硬件設計和系統軟件設計;其中系統硬件設計包括硬件(產品)配置、機械結構和電氣控制等三部分,系統軟件設計包括流程控制、I/O配置和程序設計等三部分。本方案控制系統采用永宏經濟型B1系列PLC控制器,主要控制整體設備的動作流程;伺服系統采用東菱伺服驅動器及電機,主要控制三軸,一個為走帶,一個為升降,一個為刮花;上位機采用永宏經濟型HU系列HMI操作界面,提供自動操作、手動調試和參數設定等界面,用戶可根據自身需求進行各項操作和參數設置。
3 系統硬件設計
3.1 硬件配置
3.2 機械結構
全自動印花機的機械結構主要由三部分組成:走帶機構(定長走帶),升降結構(印版抬起/壓下),刮花機構(布片著色)。
3.3 電氣控制
全自動印花機的電氣控制采用永宏PLC作為設備核心控制單元,實現對伺服和氣動元件等執行單元的控制。全自動印花機PLC接線原理

4系統軟件設計
4.1 工藝流程
全自動印花機的工藝流程主要包括三部分:印版下降-印刷-走帶,這三個部分的動作為一個動作周期;通過三個動作的間歇配合,實現布片的次序著色。

4.2 控制流程
全自動印花機的控制流程

4.3 PLC功能指令應用
永宏PLC脈沖輸出控制有專門的命令設置指令(FUN140),FUN140指令的命令設置方式同樣是采用表格的形式進行編輯;使用永宏脈沖輸出指令可以很好的實現對XYZ軸的單軸高速定位控制。


4.4 HMI應用
根據工藝要求,全自動印花機需要手動單步試機,整體自動運轉,參數調整,報警畫面提醒等。



5 結論(實施結果)
通過現場調試,全自動印花機動作流暢,精準定位滿足客戶設備要求,高性價比的永宏PLC,東菱伺服在全自動印花機上得到了很好的應用。
 售前咨詢
售前咨詢 工程咨詢
工程咨詢 技術支持
技術支持