 ū╔įā¤ßŠĆŻ║
ū╔įā¤ßŠĆŻ║ 24ąĪĢr╩ųÖCų▒ŠĆŻ║189 3199 3397
24ąĪĢr╩ųÖCų▒ŠĆŻ║189 3199 3397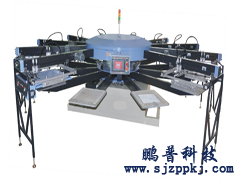





š¬ę¬Ż║▒Š╬─ų„ę¬ĻU╩÷┴╦PLC┐žųŲį┌╚½ūįäė─ź┤▓╔ŽĄ─æ¬ė├Ż¼įōįOéõ▀mė├ė┌▌S│ą═ŌłAĄ──źŽ„Ż╗═©▀^¼Fł÷Ę┤Å═š{įćŻ¼įōįOéõØMūŃ┐═æ¶ī”Š½Č╚ ą¦┬╩Ą─ę¬Ū¾ĪŻ
ĻPµIį~Ż║PLC┐žųŲŻ╗─ź┤▓Ż╗▌S│ą═ŌłA
1 ąąśIĮķĮB
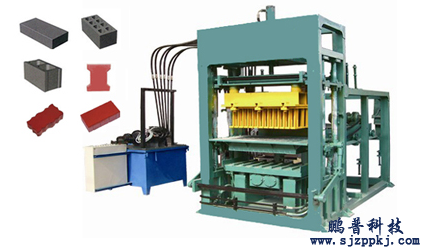
─ź┤▓Ż║╬’¾w▒Ē├µ─źŽ„Ą─ę╗ĘN╣żŠ▀ĪŻ═©▀^╦³╬ęéā┐╔ęįĄ├ĄĮ╬ęéāŽļꬥ─╦ćągįņą═ĪŻį┌ī”╬’¾w▀Mąą─źŽ„ĢrŻ¼ųžę¬Ą─Š═╩Ū─ź┤▓Ą─╔░ ▌åŻ¼╦³═©▀^Ė▀╦┘▀\▐DŻ¼─”▓┴┴”╝ė╦┘Ż¼Å─Č°▀Mąą╣żū„ĪŻ─ź┤▓ę╗░ŃČ╝╩Ū╝ė╣żę╗ą®ė▓Č╚║▄Ė▀Ą─╬’¾wŻ¼▒╚╚ńõōĮŅ║═║ŽĮĄ╚Ż¼Ą½╩Ūī”ė┌╗©ŹÅ╩»║═▓Ż┴¦ę╗ą®▒╚▌^┤ÓĄ─╬’¾wę▓┐╔ęį▀Mąą╝ė╣żĪŻį┌─ź┤▓įOéõųą═ŌłA─ź┤▓╩Ū▒╚▌^│ŻęŖĄ─ę╗ĘNįOéõ

2 ŽĄĮyįOėŗĘĮ░Ė
2.1 ĘĮ░Ė▒│Š░
╚½ūįäė─ź┤▓─┐Ū░╩ął÷╔Ž╩╣ė├Ą─┐žųŲŽĄĮyĘĮ░Ė×ķPLC+HMI+╦┼Ę■Ż╗ŲõųąPLC╩╣ė├ČÓĄ─ŲĘ┼Ų╩Ū╚²┴ŌĪó╦╔Ž┬Ż¼┼_▀_Ż¼ą┼Į▌Ż╗HMI╩╣ė├ČÓĄ─ŲĘ┼Ų╩Ū═■Š]═©║═┼_▀_ĪŻė╔ė┌ė└║ĻĮøØ·ą═PLC║═HMIĄ─ąįār▒╚ŽÓī”ė┌Ųõ╦¹ŲĘ┼Ų▌^Ė▀Ż¼╦∙ęįė└║ĻĮøØ·ą═PLC║═HMIį┌╚½ūįäė─ź┤▓ųąĄ─æ¬ė├Ū░Š░║▄║├ĪŻ
2.2 ┐═æ¶ąĶŪ¾
Ė∙ō■┐═æ¶ę¬Ū¾Ż¼╚½ūįäė─ź┤▓Ą─š¹¾wäėū„ąĶę¬▀_ĄĮ┐ņ╦┘╚Ī┴ŽŻ¼┐ņ╦┘Č©╬╗─źŽ„Ż¼╔░▌åĄ─ą▐š¹Ż¼ę└┤╬裣hŻ╗┴Ē═Ō┐═æ¶▀ĆąĶę¬īŹ¼F▒ŃĮ▌Ą─«ŗ├µ╠°▐DŻ¼š¹¾wÅ═ÜwĄ╚ĖĮ╝ė╣”─▄Ż¼─źŽ„Š½Č╚į┌3umęįā╚ĪŻ
2.3 ĮŌøQĘĮ░Ė
╚½ūįäė═ŌłA─ź┤▓ų„ę¬ė├ė┌═Ļ│╔▌S│ą═ŌłAĄ──źŽ„╣żū„ĪŻĖ∙ō■äėū„╝░╣ż╦ćę¬Ū¾Ż¼įōĘĮ░Ėų„ę¬░³└©ŽĄĮyė▓╝■įOėŗ║═ŽĄĮy▄ø╝■įOėŗŻ╗ŲõųąŽĄĮyė▓╝■įOėŗ░³└©ė▓╝■Ż©«aŲĘŻ®┼õų├ĪóÖCąĄĮYśŗ║═ļŖÜŌ┐žųŲĄ╚╚²▓┐ĘųŻ¼ŽĄĮy▄ø╝■įOėŗ░³└©┴„│╠┐žųŲĪóI/O┼õų├║═│╠ą“įOėŗĄ╚╚²▓┐ĘųŻ╗
┐žųŲŽĄĮyŻ║ė└║ĻPLC
▓┘ū„Įń├µŻ║ė└║ĻHMI
╦┼Ę■“īäėŻ║ė└║ĻE2╦┼Ę■
ūāŅlŲ„Ż║ėó═■“vūāŅlŲ„
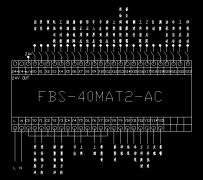
3 ŽĄĮyė▓╝■įOėŗ
3.1 ė▓╝■┼õų├
╚½ūįäė─ź┤▓ŽĄĮyė▓╝■ė╔ė└║ĻFBS-40MAT2-AC PLC┐žųŲŲ„Īóė└║ĻHU070L-00 HMIė|├■Ų┴Īóė└║ĻE2╦┼Ę■“īäėŲ„╝░ŲõļŖÖC║══Ōć·▌ö╚ļ▌ö│÷ŠĆ┬Ę
3.2 ÖCąĄĮYśŗ
╚½ūįäė─ź┤▓Ą─ÖCąĄĮYśŗų„ę¬ė╔╬Õ▓┐ĘųĮM│╔Ż║ūįäė╦═┴ŽÖCśŗŻ©ūįäė╦═┴ŽūźŻ®Ż¼äŅ┤┼ĮYśŗŻ©╣╠Č©╣ż╝■Ż®Ż¼▀MĮoÖCśŗŻ©─źŽ„Č©╬╗Ż®Ż¼─źŽ„ÖCśŗŻ©╔░▌åŻ®Ż¼ą▐š¹ÖCśŗŻ©ą▐š¹Ų„Ż®ĪŻ
3.3 ļŖÜŌ┐žųŲ
╚½ūįäė─ź┤▓Ą─ļŖÜŌ┐žųŲ▓╔ė├ė└║ĻPLCū„×ķįOéõ║╦ą─┐žųŲå╬į¬Ż¼īŹ¼Fī”╦┼Ę■ĪóūāŅlŲ„║═ÜŌäėį¬╝■Ą╚ł╠ąąå╬į¬Ą─┐žųŲĪŻ
4ŽĄĮy▄ø╝■įOėŗ
4.1 ╣ż╦ć┴„│╠
╚½ūįäė─ź┤▓Ą─╣ż╦ć┴„│╠ų„ę¬░³└©╚²▓┐ĘųŻ║╔Ž┴ŽĪó─źŽ„║═ą▐š¹Ż¼▀@╚²éĆ▓┐ĘųĄ─äėū„×ķę╗éĆäėū„ų▄Ų┌Ż╗ą▐š¹┐╔ęį▀xō±╩Ūųąą▐╗“╩Ūėŗą▐Ż¼ą▐š¹Ą─▀^│╠ėų┐╔ęį▀xō±╩Ūå╬ą▐▀Ć╩Ūļpą▐ĪŻ╚½ūįäė╣ż╦ć┴„│╠╚ńłD4-1ĪŻ
Ż©1Ż®╩ų▒█╔Ž┴ŽŻ║╦═┴Ž▒█╦═┴ŽŻ¼═©▀^äŅ┤┼░č╦═▀^üĒĄ─┤²╝ė╣żŲĘ╣╠Č©į┌╣żū„┼_╔ŽĪŻ
Ż©2Ż®Č©╬╗─źŽ„Ż║▀MĮo╦┼Ę■┐ņ╦┘▀MĮoŻ¼░ļ┤ų─źŻ¼┤ų─źŻ¼Š½─źŻ¼š¹éĆ┴„│╠Ž┬üĒ═Ļ│╔«aŲĘĄ─╝ė╣żĪŻ
Ż©3Ż®╔░▌åą▐š¹Ż║į┌╣ż╝■╝ė╣ż═Ļ│╔║¾Ż¼ą▐š¹╦┼Ę■▀MĮoī”╔░▌å▀Mąąą▐š¹Ż¼Ž¹│²╔Ž┤╬╝ė╣ż▀^│╠ųą╔░▌å─źōpĪŻ
4.2 ┐žųŲ┴„│╠
╚½ūįäė─ź┤▓Ą─┐žųŲ┴„│╠

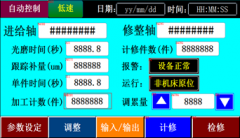
4.3 HMIæ¬ė├
Ė∙ō■╣ż╦ćę¬Ū¾Ż¼╚½ūįäė─ź┤▓ąĶę¬╩ųäėå╬▓ĮįćÖCŻ¼š¹¾wūįäė▀\▐DŻ¼ģóöĄš{š¹Ż¼ł¾Š»«ŗ├µ╠ßąčĪŻ


┬ōŽĄļŖįÆŻ║0311--85595655 18931993397
 ╩█Ū░ū╔įā
╩█Ū░ū╔įā ╣ż│╠ū╔įā
╣ż│╠ū╔įā ╝╝ągų¦│ų
╝╝ągų¦│ų