 咨詢熱線:
咨詢熱線: 24小時手機直線:189 3199 3397
24小時手機直線:189 3199 3397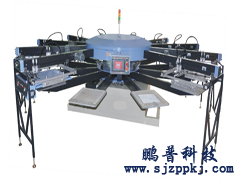





摘要:本文主要介紹永宏PLC在追切機中的應用,通過文本對長度在屏上進行設定,追速切割,實現物料不間斷的定長裁斷。
關鍵詞:永宏PLC 追切機 可編程控制 定長 不間斷
1.追切機簡介
追切機主要應用于物料在不停的情況下定長切割,對汽車封條一類的皮條或內部加鋼板的物料做定長切割。

2.追切機構成及工作原理
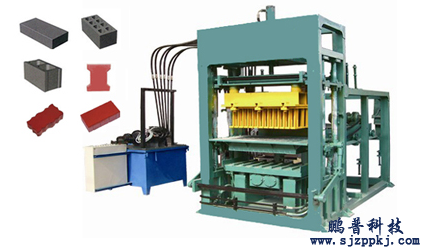
2.1 系統的構成

2.2控制部分的構成
主要產品功能規格:
1.主控制器:永宏FBS-20MCT2-AC;
2.觸摸屏:永宏Unicon 的10寸屏
3.伺服:東陵3KW伺服一套;
2.3 PLC的I/O分配


3.系統控制程序介紹
3.1同步速度采集:
利用100MS中斷采集編碼器反饋脈沖數,通過測量得到編碼器所在軸半徑,進而算出周長,在PLC內算出編碼器所在軸轉速(前皮帶速度)。

3.2前皮帶速度求平均:
PLC通過編碼器采集前皮帶速度時,前100MS跟后100MS的采集量存在誤差,誤差乘以比例系數后被放大,造成速度不穩定,轉換后的伺服速度波動也挺大,這樣的話,采集30個100MS的量來做平均,避免單次誤差過大,伺服平穩效果好很多。

3.3經過比例換算求出伺服同步時的速度:
通過編碼器速度采集,加上外部齒輪齒條的比例計算,在PLC內進行數據的整合,加減乘除后算出伺服要實現與皮帶同步應走的速度。
3.4工作臺回原點程序:
在開機或者是切完一段后伺服回原點,好多控制系統都是外加傳感器,原點復歸時PLC發脈沖讓伺服往固定的方向走,碰到傳感器后停止運轉,意思就是以回到原點,我們伺服回原點的方式主要利用永宏PLC內部定位指令,通過設定的初始原點,加上絕對位置的記憶載體,輕松實現原點的復歸,為客戶節省成本,也避免外部接近開關造成的位置誤差。

3.5工作流程
啟動---牽引啟動--編碼器計米---米數到---伺服追速---壓緊---切割---復位切割---復位壓緊---伺服返回
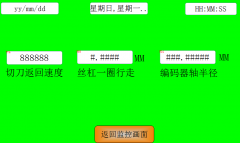
3.6部分HMI操作界面介紹
可方便的在觸摸屏上對行走長度,根數進行設定。
4.調試過程

聯系電話:0311--85595655 18931993397
 售前咨詢
售前咨詢 工程咨詢
工程咨詢 技術支持
技術支持